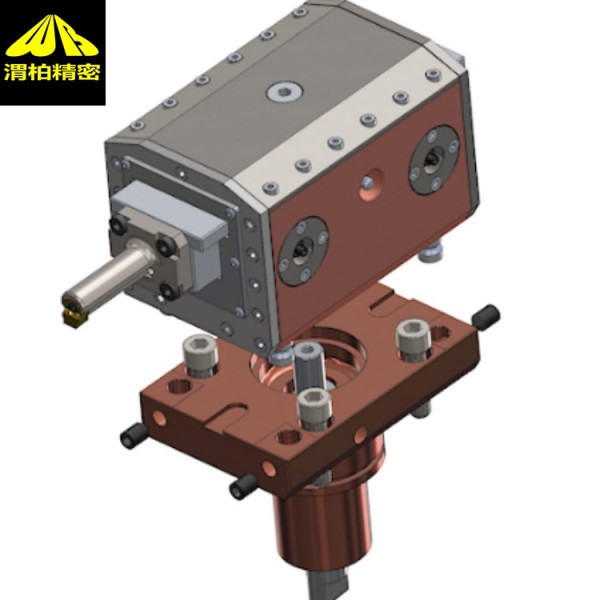
意大利REV插削动力刀座BM的使用方法:
初次使用
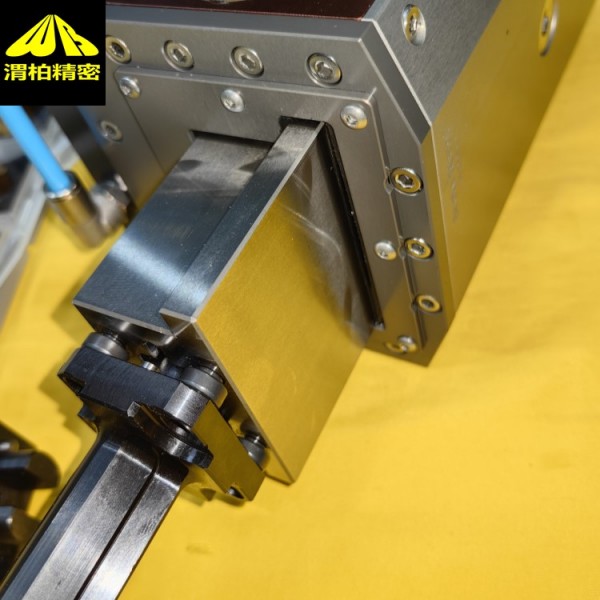
将插削机安装在车床上。稍微松开固定螺栓8,然后使用比较仪对插削机进行对齐。后者必须放置在对齐区域 7 上。插削机完全对齐后,请再次拧紧固定螺栓 8,并以每分钟 150 次的速度让插削机运行约 10 分钟。用普通的导轨用油润滑移动的滑架。这将有助于软化密封条以及在使用前对插削机进行试运转。
上油
为了保持机械性能,我们建议每使用 10 个小时后,对插削机进行一次上油,上述时间是仪器实际使用的时间(请参见注油计算示例)
好使用 Persian Poligrease EP 1。

意大利REV插削动力刀座BM的加工类型:
1.外花键加工
此短视频展示了外部加工:完成了一个外部开槽的轮廓 DIN 5482 模块 2.5 Z = 30。
加工材料为硬度 35 HRC 的合金钢。
单槽的完成时间为 4 秒,而完成整个齿形轮廓的总时间约为 2 分钟。
考虑到工具极高的刚性,所以加工非常简单并且具有*的光洁度。
为了正确且有效地使用此仪器,REV srl 公司免费为客户提供专门开发的程序。该程序适用于市场上的所有数控车床。
2.内花键加工
单个键的完成时间为 6 秒,而八个加工过程需要的总时间约为 50 秒。
考虑到工具极高的刚性,所以加工非常简单并且具有*的光洁度。
3.单槽的/加工
4.带有 180° 相对槽的/加工

意大利REV插削动力刀座BM的操作步骤:
为了加注适量的润滑脂,必须按以下步骤进行操作:
拧下电动机盖板上油塞;
用专用加油器开始加注润滑脂;
当润滑脂从孔中流出时停止加注;
重新拧紧油塞,然后再次使用仪器。
注油计算示例
如果生产一个工件需要 2 分钟,完成单一
键槽需要 10 秒钟,那么在约 3600 件工件之后,执行注油。
陕西渭柏精密机械有限公司位于世界贸易中心-古丝绸之路起点-古城西安。国际贸易与进出口代理,主营机床附件及数控刀具、量具、磨具等德国、瑞士、意大利等欧洲品牌。原装 、货真价实、诚实经营。
部分代理品牌如下:
意大利LITD金刚滚轮、金刚砂轮
SMW卡盘
意大利MPA角度头
PML-PAL卡盘,PML-PAL气动卡盘
意大利PTM合金头顶针、高速顶针
瑞士TORAXOR膨胀芯,微型膨胀芯轴
瑞士Stampfli浮动铰刀把,Stampfli浮动刀把
德国RUKO磁力钻、麻花钻、、RUKO螺纹钻、丝锥
德国S**etix沉头螺丝、S**etix六角螺丝、螺丝
维斯曼wiseman滚丝轮,wiseman滚丝轮
KOSTYRKA胀紧套、刹车套
STROH金刚笔金刚滚轮、金刚石修整器
瑞士Meister 筒夹,Meister套筒,Meister导套
GOELTENBODTD刀座
德国Capilla焊条、Capilla焊丝
德国WENDEL的动力刀头和动力刀座
日本北川KITAGAWA卡盘、车床卡盘
schnyder施尼德滚齿刀
德国X-SENSORS传感器、进口传感器








