意大利BM键槽拉刀加工速度也比传统插床拉刀快很多:
1)盲孔内键槽(无退刀槽)
如图所示,使用 BM 拉刀可以在工件/执行键槽加工,即使没有退刀槽也可以。无退刀槽的拉削可大幅缩短加工时间。这种加工方法适用于工件/退刀槽加工困难的情况,或者在退刀槽有削弱结构的风险时使用。
对于在没有退刀槽的情况下拉削键槽,我们公司也可以为目前市场上的任何数控机床提供特定程序。
2)双键槽定位(定时)
图中展示了链条小齿轮的示例,其中已拉削两个 90° 键槽座。加工键槽座时,可在孔和键槽座的交叉点上进行 0.2x45 °的倒角,以实现无毛刺的拉削。在此例中,BM 拉刀也具有无需移动工件的优势,可大大幅缩短生产时间。机加工速度也比传统拉床和插床快很多。后,在使用 BM 拉刀时,如果经检查*个键槽已对齐,则此后的所有键槽都将与孔径水平完全对齐。在不同机床上执行车削和拉削加工时,由于无法避免夹持误差,因此很难实现这种对齐。

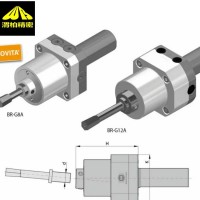
意大利BM车床用键槽拉刀:
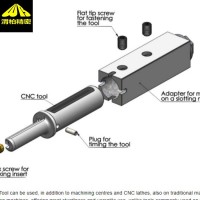
BM 系统的核心是 F.P. 机械厂的偏心衬套(1,394,481),它允许所有不具备 Y 轴的车床进行拉削或插削操作,并相对于工件完全轴向对齐。它由刀具用钢材制成,随后进行了淬火和磨削处理。生产的衬套具有不同尺寸,可以在市场上所有类型的机器上使用。
拉削是一种几乎地位于工件中心的加工过程,且误差范围仅为百分之几毫米,但是由于机械耦合的原因,安装的刀具与工件中心之间经常存在对称性误差。
BM 偏心衬套通过大为 Y + 0.5 和 Y- 0.5 的旋转运动,允许刀具进行百分位的移动。该调节范围在很大程度上足以消除所有对称性误差。衬套的正面刻有一个刻度尺,每个槽口对应 0.03 毫米的移动。拉销*个工件后,如果检测到误差,将沿一个方向或另一个方向调整衬套以消除该误差。仅当数控车床不具备 Y 轴时,才需要偏心衬套;如果车床具备 Y 轴,则无需安装偏心衬套,因为可以使用数控功能进行**定位。
BM拉刀系统非常灵活,只需更换镶件即可执行一系列/轮廓的加工。使用数控车床中可用的分度功能,可以执行方形、六边形和内齿形轮廓的加工。

意大利BM键槽拉刀在数控车床上的加工时间计算程序:
切削速度和每个行程的增量基本上取决于被加工材料的类型和切削条件。
根据所选择的材料类型,加工时间计算程序将提供切割速度和增量。
对于程序操作,我们将以两个实例举例说明。
名为“示例 1”的*个实例介绍了简单的键槽座加工。
在该例中,除提供内孔直径外,提供镶件宽度也非常重要。因此,系统将能够计算加工时间,同时考虑到镶件平坦部分和孔径之间的间隙。
在图中所示的特例中,因为只执行一次键槽加工操作,所以应在“操作次数”栏里输入 1。
名为“示例 2”的第二个实例展示了/槽型的加工。
在该例中,因为镶件末端是径向的,且镶件和孔径之间没有间隙,所以必须在“镶件宽度”字段中输入 0。
在图中所示的特例中,因为需要加工 20 个齿,所以“操作次数”应该是 20。
计算器产生的估计值是近似值,仅提供加工时间的粗略指示。
该程序只能在以下浏览器中使用:
- Internet Explorer 9 或更高版本
- Google Chrome 25 或更高版本
- Firefox 15 或更高版本r
- Safari 5.1 或更高版本
- Opera 12 或更高版本

陕西渭柏精密机械有限公司位于世界贸易中心-古丝绸之路起点-古城西安。国际贸易与进出口代理,主营机床附件及数控刀具、量具、磨具等德国、瑞士、意大利等欧洲品牌。原装 、货真价实、诚实经营。
部分代理品牌如下:
REGO-FIX防锈ER夹头、弹簧夹头
EROJET螺纹刀片
德国NEUHAUSER永磁分离辊
OTT-JAKOB拉刀机构
法国LATTY盘根、LATTY石墨盘根
SKODA高精度活顶针,斯柯达重载顶针,可换头顶针,合金头顶针
意大利Artec气缸cnomo
英国Wixroyd夹钳、Wixroyd夹具、Wixroyd弹簧柱塞
MICROCENTIC卡盘
德国WISTRO电机、风扇、马达
法国Plastiform翻模胶泥,仿形胶泥、倒模胶
米其林Matchling液压虎钳
GEPY顶针、肖柏林顶针、肖布林顶针
PXTOOLS钟表用微径丝锥,钟表微钻,钟表铣刀
H+S/Hasberg垫片
意大利IMG刀座,TORNOS刀座
德国PARAT刀座、刀塔\PARAT快换刀座、刀座