餐厨垃圾处理设备发酵罐
餐厨垃圾处理设备原理及适用范围:
利用微生物的分解作用,在发酵罐中进行有氧发酵,将有机固体废物经微生物发酵、除臭和腐熟后、加工成有机肥;适用于禽畜粪便、生活污泥、餐厨垃圾等有机质废弃物无害化处理。
餐厨垃圾处理设备优势:
一、处理时间短,兼容性强,可以生产出符合NY525-2002标准的有机肥料及生物肥料,符合产业化推广要求。
二、资源转化率高---经高温好氧活性菌发酵后得到的再生资源,资源转化率可达到有机废气投放量的95%。
三、环保无污染,能耗低---完全密封发酵,发酵温度达80-100℃,杀灭bing虫卵及有害bing菌,从根源上杜绝作物bing虫害。
四、政策支持,符合环保要求---经除尘、除臭、污水处理后,废气、废水排放符合国家环境标准,***次污染,生化处理机在生产过程中对废弃物进行了的无害化处理。
五、自动化程度高,操作简单、安全----均采用PLC程序控制,上料、发酵、温控、干燥和出料全过程控制,操作工人经过简单的培训即可上岗。设备安置多种安全防护措施,可有效防范各种机械、电气
1、主体均采用双层保温设计,设备内胆与物料接触面材质为304不锈钢。
2、主轴搅拌系统主要作用是通过主轴转动抛翻物料,使物料具有较好的疏松透气性。
3、除臭换热系统通过湿法喷淋或化学法对发酵后排出的气体进行收集处理达标后排放,避免对周围环境的二次污染;同时将废弃热量收集再利用以达到降低能耗的目的。
4、自动化控制系统智能高温好氧发酵控制系统自动化程度高,配有温度传感器、电辅加热装置(罐内进风温度调整至发酵温度)等;同时关键部件设计有针对性保护(当设备发生不正常情况时及时报警停机以降低设备的损坏)。
有机肥发酵罐设备特点:
1、高温好氧发酵利用高温生物菌技术,耗能低,运行成本低;
2、占地面积小,自动化程度高,一人就可操控完成发酵处理全部过程;
3、通过湿式喷淋或化学吸收的除臭设备处理废气,净化气体至达标排放,不产生二次污染;
4、设备主体采用不锈钢特殊材质,减少腐蚀,寿命长;
5、主体保温设计,**加热确保低温环境下设备正常运行;
6、处理后的畜禽粪便、餐余垃圾、生活污泥用于加工有机肥,实现资源化利用。
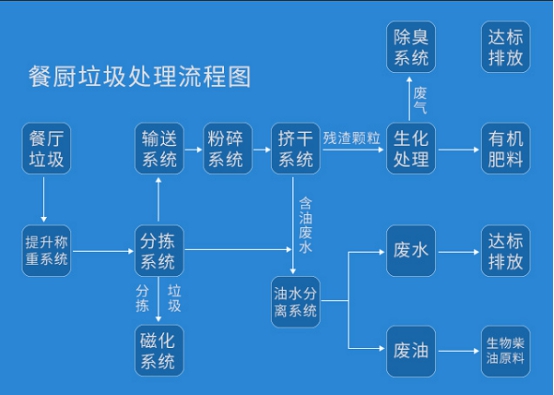
餐厨垃圾处理设备工艺流程图:
餐厨垃圾处理设备组成部分
餐厨垃圾处理设备由自动上料系统、搅拌系统、发酵降解系统、PLC自动电控系统、加热系统及除臭系统组成。本机采用PLC控制,显示屏上有搅拌、卸料、温度、除臭。
1、搅拌:可以设置搅拌时间和间隔,即每次搅拌多长时间,间隔多长时间搅拌一次
2、卸料:打开卸料口,按卸料完成。
3、温度:可以设定环境温度(即降解槽温度),当环境温度低于设定值时,设备会自动启动加热系统,使温度达到设定值
4、除臭:设备会根据设定时间自行启动引风机,把降解槽内的臭气引至除臭塔处理后排放。
5、冲水:定时冲洗降解槽底部污物至下水道。
餐厨垃圾处理设备生化原理
原理:餐厨垃圾处理设备,外加特殊菌种的动态好氧消化,采用间歇或连续方式搅拌,连续进料间歇出料,该技术过去主要用于处理污泥和高浓度废水。
餐厨垃圾处理设备由微生物菌裙和生化处理机配套组成。生化处理机处理技术是选取自然界生命活力和增殖能力强的高温复合微生物菌种,在生化处理设备中,对畜禽肉品过期食品餐厨垃圾等有机废弃物进行高温高速发酵干燥除臭等处理工序,使各种有机物得到完全的降解和转化。
翼博环保餐厨垃圾处理设备优势
1.环保无污染,能耗低
完全密闭发酵,发酵温度达80-100摄氏度,杀灭bing虫卵及有害bing菌,从根源上杜绝作物bing虫害。
2.政策支持,符合环保要求
有机肥发酵罐有机肥发酵设备经除尘、除臭、污水处理后,废气、废水排放符合国家环境标准,无二次污染,生化处理机在生产过程中对废弃物进行了的无害化处理。
3.自动化程度高,操作简单、安全
有机肥发酵罐有机肥发酵设备均采用PLC程序控制,上料、发酵、温控、干燥和出料全过程自动控制,操作工人经过简单的培训即可上岗。设备设置多种安全防护措施,可有效防范各种机械、电气和人身安全事故以上是关于餐厨垃圾处理设备工艺流程的相关介绍,通过微生物降解,无残渣、无异味、无二次污染,使用餐厨垃圾处理设备进行处理更环保,是目前市面上大力推广的环保设备,选购餐厨垃圾处理设备,就选翼博环保。