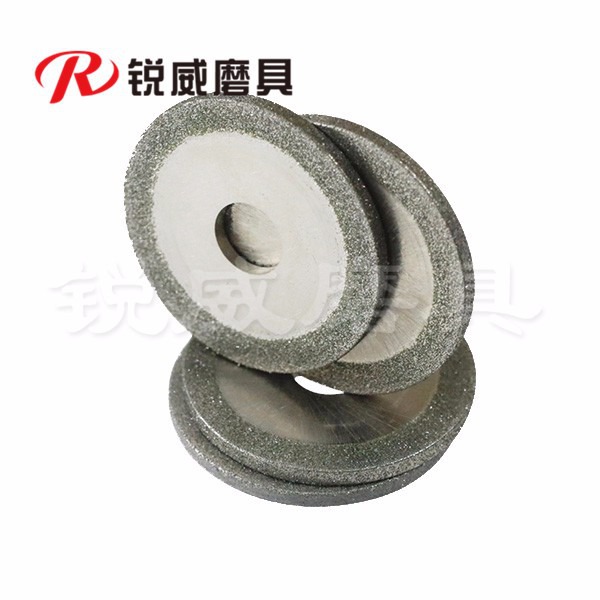
电镀金刚石工具优点
1、在低温下(低于40℃)进行整个金刚石砂轮/片等工具制作过程,对金刚石无热损伤作用,保持金刚石的原始强度,有利于充分发挥人造金刚石特性;
2、通过调节镀液成分和控制制造工艺,改变沉积金属层(胎体)组分,调整金刚石砂轮/片的工作性能,有利于提高产品的适应性和综合性能。
3、因磨粒的突出量大,切削的排出性优异,可持续保持良好的切削力。
4、磨料密度高,可较好的保持工件形状。
5、可轻易进行成型,且基体也可再利用。
6、任何复杂形状或极小砂轮均可制造。
7、更换时间短,无需修整,使用周期长。
镀砂方法介绍:
电镀是用电化学法制作的砂轮.砂轮工作层含有金刚石/CBN磨粒,金刚石/CBN磨料被金属结合剂粘结在基体上。首先沉积金属结合剂的厚度为金刚石/CBN磨粒高度的20%(上砂),然后继续用金属结合剂把金刚石/CBN磨粒粘结(增厚),厚度约为磨粒高度的2/3。
电镀金刚石磨具,其磨料结合方法正式称为"电铸法",而金刚石砂轮.金刚石锉刀.金刚石磨头的电铸(过程)及材料及工艺都不太相同.再者,电铸法金刚石磨具,用於研磨的大多采取正面电铸法(磨料镀於铁基体之上),用於整修的钻辊则是用负面电铸法(磨料含於铁基体之内,甚至以手工单颗植入)制成.
锐威电镀金刚石砂轮的主要特点:
a)与数控磨床或普通磨床配套使用;
b)具有高效率。普通砂轮加工速度为几分钟,本所砂轮为几十秒,是普通砂轮的2~4倍;
c)使用寿命高;
d)加工工件一致性好;
外供货周期及服务上,我所产品的供货周期为15天,而其它厂家的供货周期为1-2月。服务上我们频繁走访客户,快速对应客户的各种要求。
质量影响因素
(1)前期处理对砂轮质量的影响
电镀金刚石砂轮前处理是制备电镀砂轮的一个十分关键的环节。其主要的目的是除去砂轮钢体上的油污和铁锈,其处理的好坏直接关系到镀液的稳定性、砂轮/磨片是否掉块和胎体的耐磨性等。
(2)工艺参数的影响
制造过程中的工艺参数主要有镀液成分、镀液温度、pH值和电流密度等均会对砂轮/磨片质量造成影响。