冲压支架的保养和冲压支架毛刺产生的原理是什么锐硕告诉您

冲压支架的保养
1、冲压冲头和模具刀片磨损应停止使用,在磨时间,否则会迅速扩大模具零件磨损程度,加快模具磨损,降低冲压的质量和模具寿命。
2、确保冲压支架的使用寿命,模具修改的春天,也应定期以防止弹簧疲劳损伤影响冲压支架使用。
3、冲压支架安装使用前应严格检查,去除污垢,检查导套和模压部件润滑良好。
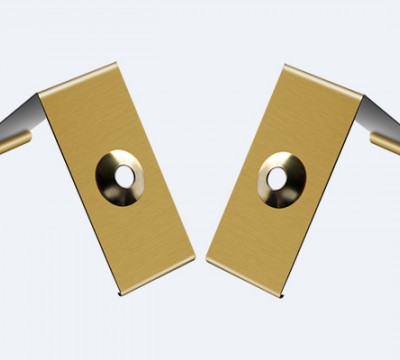
冲压支架毛刺产生的原理
由冲裁过程知在凸模刃口附近,由于位于凹模上面的被加工材料向上反弹,使其内部的拉应力有所缓和,因此凸模刃口附近的拉应力比凹模刃口附近的拉应力要小,即裂纹先从拉应力大的凹模一侧发生。随着凸模继续下降,凸模一侧也开始发生裂纹。两刃尖附近处于好像打入一斜楔的状态。加工材料与斜楔中心线越是近于直角,其斜楔的效果越大,料断裂所必需的力也越小。因而间隙大,发生裂纹的时间要早。由于凹模刃口附近发生裂纹的时间先于凸模,因此,零件断口剪切面的长度比孔的剪切面长度短。刀尖附近为拉应力和压应力的分界处,但大拉应力发生在距刃尖附近的刃口侧面。裂纹不是产生于刃尖,而是在其侧面。这个裂纹的发生点至刃口端面的距离被称为毛刺高度。随着间隙增大,凹模上面的被加工材料的反弹增大,发生裂纹的位置朝着远离刃口端面的位置移动,因此毛刺增大。同时,由于发生裂纹位置随刃口的磨损而远离其端面,因此随冲数量的增加,毛刺也要增大。
可定制各种五金冲压件。,深圳锐硕五金,一家有着15年经验五金冲压件厂家,齐全的设备,一站式服务,日产量达到3000000万冲次,是您五金冲压件厂家理想选择,需要了解更多欢迎咨询:18927415118公司网址:szrswj/